Table of Contents
- 1 Why Injection Molding Medical Devices Is the Right Process for Medical Device and Implant Parts
- 2 Injection Molding Medical Devices Market Trends Driving Global Demand
- 3 Injection Molding Medical Devices Materials, Part Types, and Design Specifications
- 4 Buying Injection Molding Medical Devices: Cost, MOQ, Tooling Choices, and Lead Time
- 5 Which Industries and B2B Buyers Depend on Injection Molding Medical Devices?
- 6 Injection Molding Medical Devices Applications in Diagnostics, Surgical Tools, Drug Delivery, and Implant Systems
- 7 Custom Injection Molding Medical Devices Programs from Prototype Validation to OEM Production
- 8 Sourcing Injection Molding Medical Devices from China with Lower Risk and Better Quality Control
- 9 Why Choose TEAM Rapid for Injection Molding Medical Devices Manufacturing
- 10 Injection Molding Medical Devices FAQ
- 10.1 What is injection molding medical devices used for?
- 10.2 Which materials are best for injection molding medical devices and implant parts?
- 10.3 How much does injection molding medical devices cost?
- 10.4 How long does injection molding medical devices take from RFQ to first articles?
- 10.5 What tolerances are realistic for injection molding medical devices?
- 10.6 How do I qualify a supplier for injection molding medical devices in China?
Why Injection Molding Medical Devices Is the Right Process for Medical Device and Implant Parts
Injection molding medical devices is one of the most efficient ways to produce repeatable plastic parts for medical products, from diagnostic cartridges and instrument housings to drug-delivery components and selected implant-system parts. For manufacturers and suppliers, it is the preferred process when tight dimensional consistency, high-volume scalability, clean cosmetic surfaces, and controlled unit cost all matter at the same time.
From a manufacturing standpoint, injection molding is especially valuable because it turns a validated design into stable, repeatable output. Once the mold, resin, gating, venting, cooling, and inspection plan are correct, the process can produce hundreds to 100,000+ parts with far less variation than many secondary fabrication methods. That matters in medical markets, where fit, sealing, handling feel, and assembly performance must remain consistent lot after lot.
It is also important to be precise about the phrase “implant parts.” Not every implant-related component should be injection molded, and not every supplier is suitable for implantable programs. In practice, injection molding medical devices is most commonly used for disposable devices, instrument bodies, sterile packaging components, overmolded grips, silicone elements, delivery-system parts, and certain polymer implant components where resin grade, biocompatibility, sterilization compatibility, and validation requirements are properly defined up front. Permanent or highly regulated implantable parts often require an additional level of material qualification, documentation, and process control that buyers must confirm during supplier selection.
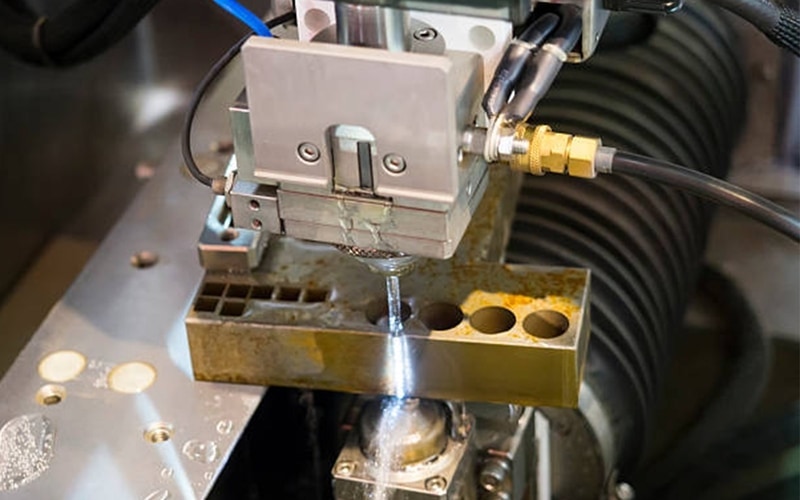
For engineering and sourcing teams, the biggest advantage is the bridge from prototype to scaled production. A design can begin with printed or machined evaluation parts, then move into a prototype mold, then into steel tooling for ongoing production. That path shortens development cycles and reduces risk, especially when the supplier provides Design for Manufacturing feedback before steel is cut.
Injection Molding Medical Devices Market Trends Driving Global Demand
Injection molding medical devices demand continues to rise because healthcare products are becoming more disposable, more portable, and more specialized. Across the industry, manufacturers are increasing output of single-use components, point-of-care diagnostics, wearable health devices, home-care products, and minimally invasive surgical systems. All of these product categories rely heavily on molded plastic parts because they need low per-piece cost, reliable geometry, and scalable production.
Several commercial trends are behind this growth. First, medical OEMs are designing more compact products with integrated snaps, living hinges, micro-features, and assembled subcomponents that are well suited to molding. Second, demand for single-use consumables remains strong because hospitals and laboratories continue to prioritize contamination control, workflow speed, and predictable disposal practices. Third, more device makers are looking for cost-efficient supply chains outside high-cost regions, especially for pilot production, recurring low-volume orders, and programs that may scale quickly.
Another major driver is material innovation. High-performance polymers such as PEEK, medical-grade PC, PP, TPE, and silicone allow designers to replace heavier or more expensive assemblies with molded components that still meet mechanical, thermal, or chemical requirements. That is particularly relevant in drug delivery, diagnostics, handheld instruments, and implant-system accessories.
From a sourcing perspective, the market is also more demanding than it was a decade ago. Buyers want faster tooling, shorter sampling cycles, and more manufacturability input before they release a purchase order. They also expect suppliers to advise on parting lines, draft, gate location, shrink control, texture selection, and packaging. That is why the strongest injection molding medical devices partners are not just molders; they act as engineering support resources during development and launch.
Injection Molding Medical Devices Materials, Part Types, and Design Specifications
Injection molding medical devices projects succeed or fail early, usually at the point where resin choice and part design meet real-world processing limits. In medical manufacturing, the best material is rarely just the strongest or cheapest one. It must also fit sterilization exposure, chemical resistance, dimensional stability, cosmetic needs, assembly method, and regulatory expectations.
This is where manufacturers like TEAM Rapid become useful in practice. Based on our sourcing experience, suppliers such as TEAM Rapid help customers compare materials not only by datasheet values, but by how they mold, shrink, polish, bond, print, and hold tolerance in actual production. TEAM Rapid supports a broad plastic range including ABS, PC, PP, PA/Nylon, POM, PEEK, TPU, TPE, silicone, and more, which is particularly valuable when one medical product family includes rigid housings, clear windows, flexible seals, and overmolded grips.
In injection molding medical devices, common part categories include instrument enclosures, diagnostic cartridges, collection components, connectors, caps, housings, tubing interfaces, transparent covers, threaded closures, trigger components, and implant-system delivery parts. Each category places different demands on the resin and tool.
| Material | Typical medical use | Key advantage | Main caution |
|---|---|---|---|
| ABS | Device housings, external covers | Good impact strength, cost-effective, easy cosmetic finishing | Limited high-temperature sterilization resistance |
| PC | Clear covers, durable housings, optical parts | High toughness, transparency, good dimensional stability | Stress cracking and flow marks must be controlled |
| PP | Disposable components, containers, living hinges | Excellent chemical resistance, low cost, hinge performance | Shrink and warpage require careful tool design |
| PA/Nylon | Structural clips, wear parts, mechanical subcomponents | Strength and toughness | Moisture absorption affects dimensions |
| POM | Sliding parts, low-friction mechanisms | Excellent wear and dimensional behavior | Regulatory and application review is important |
| PEEK | High-performance device parts, selected implant-related components | Heat resistance, chemical resistance, strength | High resin cost and tighter process window |
| TPU/TPE | Soft grips, seals, flexible interfaces | Comfort, elasticity, overmolding compatibility | Bonding and hardness selection must be validated |
| Silicone | Flexible valves, seals, soft-touch medical parts | Softness, biocompatibility potential, flexibility | Tooling, flash control, and validation are critical |
For implant-related programs, buyers should think beyond basic resin family names. They need to define exact grade, supplier source, lot control, sterilization method, shelf-life expectations, and any biocompatibility or extractables requirements. Resources such as ASTM International are useful starting points for material benchmarking, but the customer’s own regulatory path should always drive final selection.
Design rules matter just as much as resin choice. For most injection molding medical devices, nominal wall thickness should remain as uniform as possible to reduce sink, voids, and warpage. Draft angles of 1° to 2° are common on polished faces, while textured surfaces often need more. Threaded features may be molded directly, but some programs are more robust with inserts or secondary operations. Tight tolerance expectations should be limited to critical features; as a rule of thumb, TEAM Rapid’s standard molded tolerance is around ±0.05 mm, with tighter control possible on stable geometry and well-optimized tooling.
Surface finish also affects function. Optical or clear parts may require SPI polishing and mold surfaces approaching very low roughness values. Grip surfaces may use VDI or EDM texture. Cosmetic exterior housings often add painting, pad printing, laser engraving, or plating after molding.
Buying Injection Molding Medical Devices: Cost, MOQ, Tooling Choices, and Lead Time
Injection molding medical devices purchasing decisions are usually shaped by four variables: tool cost, unit price, minimum order quantity, and time to first articles. In medical programs, the cheapest quote is rarely the best one if it leads to late samples, unstable dimensions, or multiple tool corrections after T1.
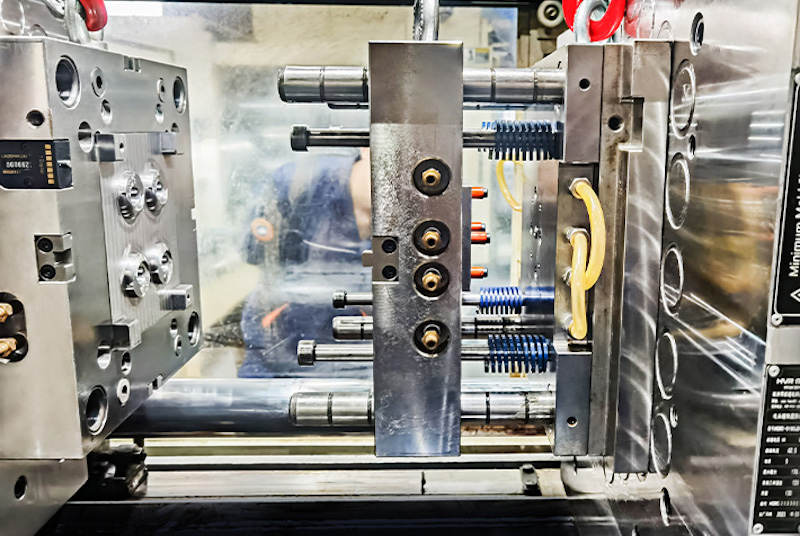
Tooling is the biggest upfront cost. A simple single-cavity prototype mold may fit a modest development budget, while a multi-cavity hardened steel mold for a family of medical parts can move well into five figures depending on size, complexity, hot runner use, texture, slides, lifters, and validation needs. The most important buying decision is not just price, but choosing the right tool strategy for the stage of the product.
TEAM Rapid is often competitive here because its engineering team reviews the commercial side and the manufacturability side together. In practice, suppliers such as TEAM Rapid reduce cost by simplifying shutoffs, revising undercuts, adjusting wall transitions, or recommending MUD inserts and aluminum prototype molds before a customer commits to full production steel. That kind of one-to-one engineering support often saves more money than negotiating a lower quoted mold price. For many international buyers, the company’s pricing can also be around 40% lower than Europe and America, which is significant when multiple device SKUs are being developed at once.
| Tooling option | Typical use | Lead time | Cost profile |
|---|---|---|---|
| MUD insert tooling | Early validation, low-risk geometry changes | Fast | Lowest upfront tooling cost |
| Aluminum prototype mold | Bridge production, pilot lots, fast first articles | Often 5-15 days | Moderate cost, fast iteration |
| P20 steel mold | General production tools | Moderate | Good balance of durability and price |
| NAK80 steel mold | Better polish and cosmetic surfaces | Moderate to longer | Higher cost, strong surface-quality control |
| S136 steel mold | Corrosion-resistant, clear parts, longer-life tools | Longer | Higher upfront cost, premium performance |
Lead time matters just as much as price. TEAM Rapid’s injection molding schedule typically falls in the 5-25 day range for tooling plus first articles, depending on complexity. That is a practical benchmark for medical teams trying to move from prototype validation into pilot production without losing calendar time.
When evaluating injection molding medical devices suppliers, buyers should look at:
- whether the tool concept matches current volume, not just future volume
- how many cavities are appropriate for the launch phase
- what inspection data will be included with first articles
- whether surface finish, packaging, and labeling are quoted clearly
MOQ is another reason the process works well for medical products. While molding is designed for scale, manufacturers like TEAM Rapid can support programs starting around 100 parts and then grow them to 100,000+ pieces as demand stabilizes. If your geometry is still changing, it may be smarter to start with injection molding services built around low-cost tooling rather than committing immediately to a hardened multi-cavity tool.
Which Industries and B2B Buyers Depend on Injection Molding Medical Devices?
Injection molding medical devices is used by a broader mix of buyers than many people expect. It is not limited to hospital products or disposable plastics. The same supply chain often supports laboratory diagnostics, surgical instruments, wearable devices, drug-delivery systems, dental equipment, rehabilitation products, implant-system accessories, and healthcare packaging.
The most active B2B buyers in this space include medical OEMs, contract manufacturers, startup device companies, diagnostic developers, dental equipment brands, laboratory product suppliers, and procurement teams supporting hospital consumables. Each group has a different sourcing priority. OEMs often want strong DFM feedback and stable commercial supply. Startups care more about fast sampling and cash-efficient tooling. Contract manufacturers usually focus on repeatability, documentation, packaging, and delivery performance.
TEAM Rapid fits well into this environment because its broader project experience helps when medical buyers need more than molding alone. With 6,000+ delivered projects across automotive, medical, consumer, and industrial sectors, the company sees product development through a multi-process lens. That matters when a device program includes molded housings, CNC-machined fixtures, silicone seals, decorative printing, assembly, and contract packaging in one combined plan.
Injection molding medical devices is especially valuable for these buyer groups:
- diagnostic and lab companies producing cartridges, housings, trays, and test accessories
- surgical and procedural device teams needing ergonomic handles, triggers, and protective covers
- drug-delivery brands building inhaler, injector, dosing, or disposable cartridge components
- implant-system developers sourcing ancillary plastic parts, sterile trays, and delivery-device components
A supplier that understands these buyer profiles can guide better decisions on cavity count, material substitution, assembly method, and packaging rather than quoting the drawing in isolation.
Injection Molding Medical Devices Applications in Diagnostics, Surgical Tools, Drug Delivery, and Implant Systems
Injection molding medical devices is used in real products where geometry, surface quality, and repeatability directly affect clinical workflow, assembly reliability, or user handling. In practical terms, the process is best suited to medium- and high-volume parts that need clean external surfaces, integrated features, and consistent dimensions across multiple lots.
In diagnostics, molded parts include reagent cartridges, assay housings, sample preparation bodies, collection cups, tube adapters, and transparent lids. These parts often require PP or PC because chemical resistance, visibility, and snap-fit performance are all important. Gate placement and ejector design must be chosen carefully so vestiges do not interfere with sealing surfaces or fluid paths.
In surgical and procedural products, injection molding medical devices commonly supports instrument handles, trigger bodies, actuator covers, sterilization trays, clamp housings, protective end caps, and soft-touch overmolded grips. Here, texture, grip feel, assembly strength, and sterilization compatibility carry as much weight as dimensional tolerance.
Drug-delivery applications are equally molding-intensive. Dose selectors, inhaler shells, cap systems, plungers, transparent windows, and connector components all benefit from high repeatability and scalable production. Insert molding and overmolding are especially useful when metal pins, threaded inserts, or elastomeric seals must be integrated into the plastic body.
Implant-system programs use molded parts somewhat differently. Permanent implantable polymer components may be possible in selected cases, especially with high-performance materials such as PEEK, but many projects center on implant delivery systems, trialing components, packaging, trays, caps, guides, and single-use surgical accessories. Buyers should validate application requirements carefully and align them with U.S. FDA medical device guidance and their own regulatory strategy.
Common application patterns include:
- clear plastic molding for visibility windows, reservoirs, and cartridge covers
- insert molding for metal-to-plastic interfaces in delivery and diagnostic devices
- overmolding for soft grips, seals, and patient-contact comfort zones
- silicone molding for flexible valves, diaphragms, and cushioning elements
TEAM Rapid, for example, offers clear plastic molding with optical-grade finishes, insert molding, overmolding, silicone molding, and molded threads for medical components that need both functionality and fast scale-up. That combination is helpful when one program mixes rigid, transparent, and flexible parts in the same device family.
Custom Injection Molding Medical Devices Programs from Prototype Validation to OEM Production
Injection molding medical devices works best when the project is managed as a staged program rather than a one-step production event. In medical manufacturing, the most successful launches usually begin with geometry validation, followed by DFM refinement, prototype tooling, first articles, pilot lots, and then stable production tooling once the design is mature.
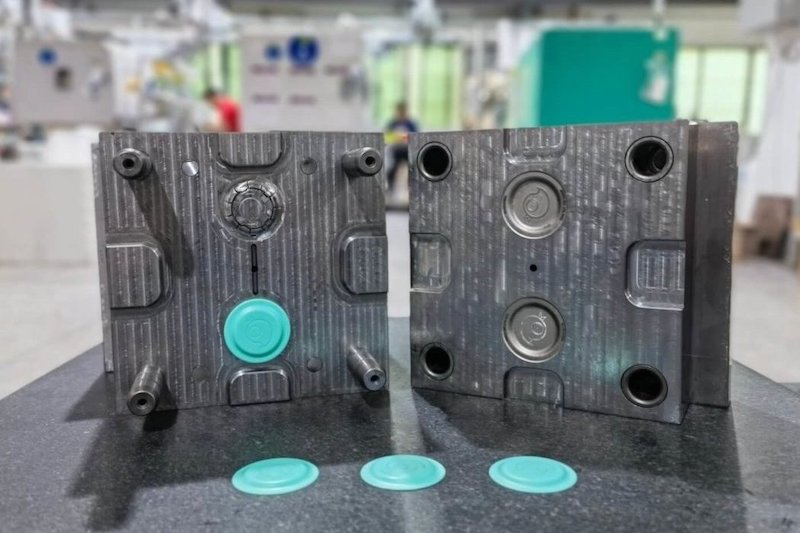
That staged approach is where TEAM Rapid can add real value. At TEAM Rapid’s Zhongshan facility, engineers typically review draft, wall balance, gate location, shutoffs, undercuts, rib geometry, snap-fit deflection, cosmetic risk, and resin-flow behavior before tool build starts. For medical parts, they also look closely at transparent zones, sealing interfaces, molded thread geometry, and overmolding boundaries, because these features are common sources of rework if they are not engineered properly.
A typical development path looks like this:
- 3D-printed or machined prototypes confirm ergonomics and assembly logic.
- DFM analysis identifies tooling risks before steel is cut.
- A prototype mold or aluminum tool is built for first articles.
- Early lots support testing, user evaluation, and assembly trials.
- Production tooling is finalized once geometry and demand are stable.
This progression is especially useful for startups and new device programs, where the product is still evolving but investors, clinical teams, or launch teams need functional samples quickly. TEAM Rapid’s broader services make that easier because customers can use rapid prototyping services before committing to molds, then move into molding without starting supplier qualification from zero.
Customization options are another major advantage. Medical OEMs frequently need:
- family tools for related part variants
- pad printing or laser marking for identification
- plated or painted cosmetic finishes on external housings
- assembly and packaging support for kits or bundled components
This is also where mold selection matters. MUD inserts are often the smartest route when geometry is still moving. Aluminum molds are ideal when speed matters more than very long tool life. P20, NAK80, and S136 become more attractive as finish expectations, output, and tool durability requirements increase.
For implant-related and higher-risk medical programs, buyers should define documentation needs early, including material traceability, sample approval criteria, dimensional reports, and any sterilization or biocompatibility checkpoints. A custom molder can only build the right process if those requirements are visible at RFQ stage.
Sourcing Injection Molding Medical Devices from China with Lower Risk and Better Quality Control
Injection molding medical devices sourcing from China can be highly effective, but only if buyers manage technical review, tool ownership, quality planning, and logistics with the same discipline they apply to the mold itself. Medical products do not tolerate vague drawings, undefined resin grades, or packaging that allows cosmetic damage or particulate contamination in transit.
Based on our sourcing experience, the best results come from suppliers that combine DFM support, mold manufacturing, molding, finishing, inspection, and shipping coordination under one management system. TEAM Rapid is well positioned for this kind of work because it combines in-house capability with an integrated manufacturing resource network across China. That allows buyers to keep one point of contact while still accessing molding, machining, finishing, assembly, packaging, procurement support, limited warehousing, and direct shipping.
For injection molding medical devices imported from China, buyers should ask for clarity on the following points before placing a PO:
| Sourcing checkpoint | Why it matters | Good practice |
|---|---|---|
| Exact resin grade | Medical performance depends on grade, not just polymer family | Lock supplier, grade, and any approved alternatives |
| DFM report | Prevents tool corrections and schedule loss | Review wall thickness, draft, gates, venting, and shrink assumptions |
| Mold steel selection | Affects tool life, polish, corrosion resistance, and repairability | Match MUD, aluminum, P20, NAK80, or S136 to program stage |
| First article inspection | Confirms dimensional reality before volume | Define critical dimensions and acceptance method |
| Packaging method | Prevents scratches, deformation, and mixed lots | Use part-specific trays, bags, labels, and carton controls |
TEAM Rapid’s ISO 9001:2015 certification is an important baseline here, especially when combined with full inspection, quality assurance, and detailed manufacturability analysis. Just as important, the company has experience working with both Western and Asian business cultures, which helps reduce misunderstandings around revision control, approval timing, and cosmetic expectations.
That said, medical and implant programs require buyers to be explicit. ISO 9001:2015 is a strong quality foundation, but it does not replace product-specific regulatory obligations. If your project involves implantable components, sterilization validation, or advanced documentation needs, define those requirements at the quoting stage so the supplier can build the right control plan. Standards research through the ISO standards catalog can help teams map terminology and expectations before tooling begins.
For many buyers, the most effective next step is simply to get in touch with our engineers with a 3D file, annual volume estimate, resin preference, finish notes, and target timeline. Good sourcing starts with a complete RFQ package, not just a low target price.

Why Choose TEAM Rapid for Injection Molding Medical Devices Manufacturing
Injection molding medical devices programs need a supplier that can balance speed, tooling judgment, quality control, and practical commercial support. TEAM Rapid is a strong fit because it is not just a mold builder or just a molder; it operates as a one-stop rapid manufacturing partner that helps customers move from development into low-volume and volume production with fewer handoff problems.
The company’s strengths are easy to map to medical sourcing priorities. TEAM Rapid offers fast response within a few hours through one-to-one engineering support, tooling and first articles in about 5-25 days depending on complexity, molded-part capacity from roughly 100 to 100,000+ parts, and a broad resin portfolio that covers rigid, clear, flexible, and high-performance applications. It also supports insert molding, overmolding, clear plastic molding, silicone molding, finishing, assembly, packaging, procurement support, and direct shipping.
For buyers comparing suppliers, the main reasons TEAM Rapid stands out are:
- 10+ years of manufacturing experience with customers in 25+ countries
- 500+ satisfied customers and 6,000+ delivered projects
- ISO 9001:2015 certified quality management
- strong DFM and manufacturability analysis before tooling
- competitive pricing often lower than Europe and America
- experience supporting both prototypes and recurring production
Those capabilities matter because medical programs rarely stay static. A project may start as a prototype enclosure, add a silicone seal, move to a polished clear window, then require kitting and packaging for pilot builds. TEAM Rapid can support that progression with one coordinated team instead of forcing the buyer to rebuild the supplier base at each step.
Injection Molding Medical Devices FAQ
What is injection molding medical devices used for?
Injection molding medical devices is used to produce repeatable plastic components for diagnostics, surgical tools, drug-delivery products, wearable devices, sterile packaging, and selected implant-system parts. Typical molded components include housings, caps, cartridges, connectors, trays, transparent covers, threaded closures, and overmolded grips. The process is favored when a product needs stable dimensions, good cosmetic quality, and cost-effective volume production after the design is validated.
Which materials are best for injection molding medical devices and implant parts?
The best material for injection molding medical devices depends on the application, sterilization method, and regulatory path. ABS is common for exterior housings, PC for clear or tough parts, PP for disposables and living hinges, PA for stronger mechanical parts, POM for low-friction components, and TPU or TPE for flexible grips and seals. PEEK is often considered for high-performance medical and selected implant-related applications, but buyers should define exact grade, biocompatibility expectations, and validation requirements early. TEAM Rapid can help compare these materials from both a molding and sourcing standpoint so the chosen resin fits function, finish, and cost.
How much does injection molding medical devices cost?
Injection molding medical devices cost usually has two parts: the mold investment and the piece-part price. A simple prototype tool can cost far less than a polished, multi-cavity steel mold with slides, inserts, textures, and validation support. Unit price then depends on resin cost, part weight, cycle time, scrap risk, cavity count, and secondary operations such as printing, plating, or packaging. For many overseas buyers, suppliers such as TEAM Rapid can offer pricing that is around 40% lower than Europe and America, especially when DFM changes reduce unnecessary tool complexity.
How long does injection molding medical devices take from RFQ to first articles?
Injection molding medical devices lead time depends on part complexity, mold type, resin, finish, and inspection scope. Prototype or aluminum molds are naturally faster than production steel tools, and simple single-cavity parts move faster than multi-slide or multi-cavity tools. TEAM Rapid typically supports tooling plus first articles in about 5-25 days, with aluminum prototype molds often turning faster when geometry is straightforward. If the design still needs form and fit validation before tooling, buyers may save time overall by using pre-tool prototypes first.
What tolerances are realistic for injection molding medical devices?
For injection molding medical devices, a standard tolerance around ±0.05 mm is realistic for many stable features, with tighter tolerances possible when the resin, geometry, tool design, and process window support it. Very tight tolerances on large parts, flexible resins, or moisture-sensitive materials should be discussed carefully because shrink variation and post-mold conditioning can affect results. The best practice is to identify critical-to-function dimensions separately instead of over-tolerancing the whole drawing. That gives the mold designer and quality team a much better chance of hitting the dimensions that actually affect fit and performance.
How do I qualify a supplier for injection molding medical devices in China?
To qualify a supplier for injection molding medical devices in China, start with technical capability, not just price. Review resin options, tooling types, DFM support, inspection methods, packaging controls, and experience with medical product development. Ask for clarity on mold steel, cavity plan, first article reporting, revision control, and shipping method. TEAM Rapid is a practical option because it combines ISO 9001:2015 quality management, detailed DFM analysis, broad molding capability, assembly and packaging support, and experience serving global customers from its Zhongshan, Guangdong operation. For implant-related or regulated programs, make sure any extra documentation or validation requirements are written into the RFQ from the beginning.
Content reviewed and updated: June 2026