
Table of Contents
- 1 Injection Molding vs Die Casting: The Direct Answer for Cost and Performance
- 2 Injection Molding vs Die Casting Market Trends and Global Demand Signals
- 3 Injection Molding vs Die Casting Materials, Alloys, Resins, and Critical Specs
- 4 Injection Molding vs Die Casting Cost Breakdown, Tooling Investment, and Break-Even Volume
- 5 Injection Molding vs Die Casting Lead Times, MOQ, and Supplier Selection
- 6 Injection Molding vs Die Casting in Automotive, Medical, Consumer, and Industrial Applications
- 7 Injection Molding vs Die Casting Customization, OEM Programs, and Production Scaling
- 8 Sourcing Injection Molding vs Die Casting From China With Quality Control and Logistics
- 9 Why Choose TEAM Rapid for Injection Molding vs Die Casting Projects
- 10 Injection Molding vs Die Casting FAQ
- 10.1 Which is cheaper in injection molding vs die casting for production parts?
- 10.2 How should I choose injection molding vs die casting for part performance?
- 10.3 What tooling costs are typical in injection molding vs die casting?
- 10.4 How do lead times compare in injection molding vs die casting?
- 10.5 What tolerances are realistic in injection molding vs die casting?
- 10.6 Can one supplier manage injection molding vs die casting, finishing, and assembly together?
Injection Molding vs Die Casting: The Direct Answer for Cost and Performance
Injection molding vs die casting is not a simple “plastic versus metal” choice. In most B2B programs, injection molding is the better option when you need complex plastic parts, lower unit cost at high volume, cosmetic flexibility, and lightweight designs, while die casting is the better option when you need metal strength, heat dissipation, EMI shielding, and dimensional stability in thin-wall metal parts.
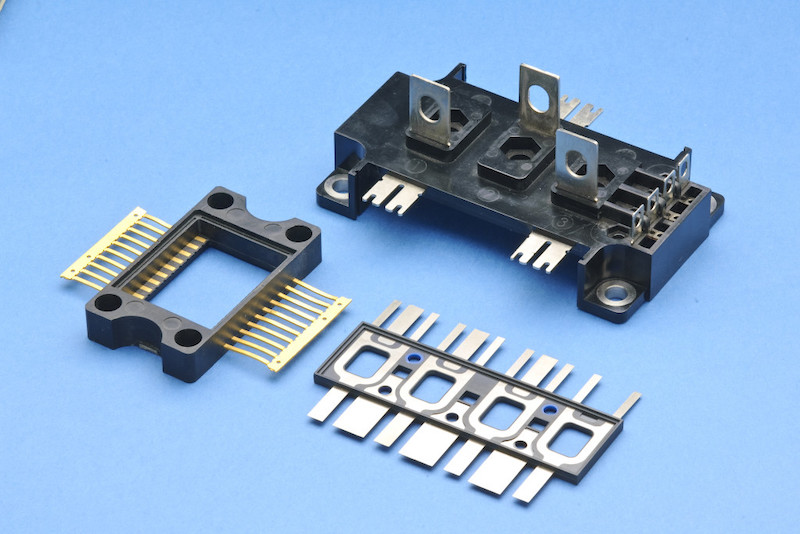
That direct answer helps buyers move faster because the wrong process usually creates cost problems early. Injection molding uses thermoplastics or silicone to form parts in a mold, making it ideal for housings, covers, clips, connectors, soft-touch components, and high-volume consumer or medical parts. Die casting injects molten aluminum or zinc into a hardened steel die under pressure, making it ideal for structural housings, brackets, handles, enclosures, and metal parts that must carry load or manage heat. In real sourcing projects, the best decision comes from matching performance requirements to volume, tooling budget, part geometry, and lifecycle demand.
A practical shortcut for evaluating injection molding vs die casting is this:
- choose injection molding for ABS, PC, PP, PA, POM, TPU, TPE, silicone, and other plastic parts with complex geometry and high cosmetic expectations
- choose die casting for aluminum or zinc parts that need stiffness, conductivity, metal feel, or stronger threaded and load-bearing features
- choose injection molding when annual demand is high and the lowest per-part plastic cost matters most
- choose die casting when the part must function as a metal component, not just look like one
Buyers should also remember that process selection affects downstream assembly, packaging, shipping weight, finishing, and certification planning. The cheapest initial quote is not always the lowest total program cost. A supplier that understands DFM, tooling risk, tolerance stack-up, and production scaling will usually save more money than a supplier that only compares piece price.
Injection Molding vs Die Casting Market Trends and Global Demand Signals
Injection molding vs die casting has become a more strategic sourcing decision because product teams are trying to shorten launch cycles while still improving performance. Across automotive, medical devices, communication products, office equipment, and consumer goods, designers are under pressure to reduce weight, improve cosmetics, simplify assemblies, and control landed cost. That is why more buyers compare plastic and metal processes earlier in the development cycle than they did in the past.
The market trend is clear from day-to-day sourcing behavior: more OEMs want one manufacturing partner that can support prototyping, low-volume validation, production tooling, finishing, and logistics instead of using multiple disconnected vendors. Manufacturers like TEAM Rapid fit that model well because they can support 3D printing, vacuum casting, CNC machining, rapid tooling, injection molding, die casting, finishing, assembly, packaging, and direct shipping under one sourcing structure. For engineering teams, that reduces communication loss between prototype approval and mass production release.
Another reason the injection molding vs die casting debate is growing is product electrification. EV components, power electronics housings, smart appliances, and communication equipment increasingly need either lightweight molded polymer housings or thermally efficient die cast metal enclosures. In parallel, consumer products keep pushing demand for highly cosmetic finishes, snap-fits, overmolding, and short development cycles. Both processes are growing because both solve different design problems.
Based on our sourcing experience, suppliers such as TEAM Rapid are especially valuable when a program is still evolving. With 10+ years in the industry, customers in 25+ countries, more than 500 satisfied customers, and 6,000+ delivered projects, TEAM Rapid represents the kind of manufacturer buyers look for when they want both responsiveness and process flexibility. That matters because many projects do not stay in one process forever. A plastic concept model may shift to die cast aluminum for thermal reasons, or a metal housing may be redesigned into molded engineering plastic to reduce weight and cost.
For procurement teams, the bigger trend is not only cost reduction. It is risk reduction. Buyers increasingly want faster quotations, clearer DFM feedback, and suppliers that can flag design issues before expensive tooling is cut. In the injection molding vs die casting decision, that early engineering input is often what separates a smooth launch from repeated rework.
Injection Molding vs Die Casting Materials, Alloys, Resins, and Critical Specs
Injection molding vs die casting becomes much easier to evaluate once materials and specifications are defined clearly. If the part must be transparent, electrically insulating, chemically resistant, or soft-touch, injection molding is usually the stronger option. If the part must dissipate heat, provide EMI shielding, resist creep under load, or deliver a premium metal structure, die casting is often the better route.
Injection molding works across a broad range of plastics and elastomers. TEAM Rapid, for example, supports ABS, PC, PP, PA/Nylon, POM, PEEK, TPU, TPE, silicone, and more. That range matters because each resin behaves differently. ABS is popular for housings with stable processing and easy finishing. PC is chosen for impact resistance and transparent or translucent parts. PP performs well for living hinges and chemical resistance. PA and POM are useful for wear parts and functional mechanical components. PEEK enters the conversation when high temperature resistance and chemical performance matter more than material cost.
Die casting, by contrast, is primarily a metal process. TEAM Rapid supports aluminum and zinc die casting for 50 to 10,000+ parts with secondary operations such as polishing, coating, painting, and plating. Aluminum die casting is often selected for lightweight metal housings, heat sinks, and structural parts. Zinc die casting is useful when finer detail, thinner wall sections, and smoother as-cast surfaces are required, especially in smaller parts.
The technical comparison below helps frame the injection molding vs die casting discussion more practically.
| Technical factor in injection molding vs die casting | Injection molding | Die casting |
|---|---|---|
| Material family | Thermoplastics, elastomers, silicone | Aluminum and zinc alloys |
| Typical part role | Housings, covers, clips, lenses, handles, soft-touch parts | Structural housings, brackets, handles, enclosures, heat-dissipating components |
| Standard tolerance expectation | Around +/-0.05 mm on controlled plastic features, tighter where feasible | Often around +/-0.10 mm to +/-0.20 mm depending on alloy, size, and feature, with tighter dimensions achieved through secondary machining |
| Surface finish path | Molded SPI, VDI, EDM texture, pad printing, laser engraving, painting, plating | As-cast metal surface plus polishing, coating, painting, plating, or machining on critical faces |
| Part weight | Low | Higher than molded plastic |
| Electrical/thermal behavior | Insulating, low thermal conductivity | Conductive, better heat dissipation |
When engineering teams compare injection molding vs die casting, they should also look beyond the drawing and consider environmental conditions. Plastic parts can absorb moisture, creep under load, and change with temperature. Metal castings can face porosity risk, require draft for ejection, and need machining on sealing or bearing surfaces. Neither process is automatically more precise on every feature. Plastic can deliver excellent repeatability when the design is correct, while die cast metal often needs secondary machining for threads, flatness-critical pads, or tight datum structures.
From a DFM standpoint, the most common specification questions are:
- what wall thickness is realistic for the chosen material and geometry
- whether the cosmetic surface needs SPI polish, VDI texture, or plated metal appearance
- which dimensions must be controlled in-tool and which can be finished later
- whether inserts, overmolding, or threaded metal components should be integrated into the design
For buyers writing RFQs, aligning materials with recognized ASTM material standards helps reduce ambiguity between the purchaser, supplier, and end customer. If the product is clearly a plastic production part, injection molding services are often the most efficient way to balance material flexibility, cosmetic quality, and unit economics.

Injection Molding vs Die Casting Cost Breakdown, Tooling Investment, and Break-Even Volume
Injection molding vs die casting is often decided in the finance review, but the right cost comparison has to include tooling, part cost, design stability, scrap risk, and secondary operations. Too many buyers compare the first quotation line only. In real manufacturing, the break-even point depends on part size, alloy or resin price, cavity count, finishing, assembly time, and forecast accuracy.
Injection molding normally has lower raw material cost per part than die casting because most production plastics cost less than aluminum or zinc alloys on a finished-part basis. Cycle times can also be very efficient, especially for multi-cavity molds. However, the tooling still represents a meaningful upfront investment. Simple prototype molds may start in the low-thousands of USD, while hardened multi-cavity production molds can move well into five figures depending on size, slides, texture requirements, and tool life targets. TEAM Rapid helps buyers reduce this risk with detailed DFM, low-cost MUD insert options, fast aluminum prototype molds, and one-to-one engineering support before tooling release.
Die casting typically requires a more robust die and a higher machine-energy environment. That usually means higher tooling investment than simple plastic molding for comparable part size, especially when the die includes slides, fine ejector control, tight thermal balance, and trim tooling. The finished piece price is also influenced by alloy cost, trimming, deburring, possible impregnation, machining, and coating. Even so, die casting can be the most economical route when the part must be metal and annual demand is high enough to spread the tooling cost effectively.
| Cost factor in injection molding vs die casting | Injection molding | Die casting |
|---|---|---|
| Tooling investment | Prototype to production mold costs vary widely; lower entry point for many plastic parts | Die tooling is typically higher due to thermal and pressure demands |
| Material cost per part | Usually lower for standard plastics such as ABS, PP, and PC | Higher because of aluminum or zinc alloy cost |
| Secondary operations | Can be limited if molded finish is acceptable | More common: trimming, drilling, tapping, machining, coating, painting |
| Best cost window | High-volume plastic parts, especially with stable demand | High-volume metal parts where plastic cannot meet performance needs |
| Design revision cost | Tool changes can be manageable but still costly | Die modifications can be expensive and slower, especially after hardening |
The hidden cost drivers in injection molding vs die casting usually come from engineering decisions, not from the machine hour alone:
- oversized safety factors that force a metal part where reinforced plastic would work
- cosmetic requirements that add polishing, texture approval loops, or plated surfaces
- tight tolerances on non-critical features
- late design changes after tooling steel is already cut
- separate vendors for molding, finishing, assembly, and export packing
This is where TEAM Rapid’s commercial model adds value. Its pricing is often around 40% lower than Europe and America, but the bigger savings usually come from earlier manufacturability analysis. A supplier that catches draft issues, wall-thickness imbalance, shrink concerns, gate placement risk, or post-cast machining load before purchase order release can save far more than a small discount on unit price.
In practical terms, injection molding usually wins the cost comparison when the part can remain plastic and the annual volume is strong. Die casting wins when plastic alternatives fail on strength, temperature, EMI shielding, or heat transfer, and when the part can be designed to minimize post-cast machining.
Injection Molding vs Die Casting Lead Times, MOQ, and Supplier Selection
Injection molding vs die casting also affects schedule planning, MOQ strategy, and how buyers shortlist suppliers. Injection molding can move very quickly when the part is already designed for molding and the tool complexity is moderate. TEAM Rapid’s plastic tooling and molding workflow, for example, can deliver tooling plus first articles in about 5 to 25 days, with aluminum prototype molds often completed in 5 to 15 days for suitable projects. That speed is a major reason buyers use molded plastic for housing programs with aggressive launch deadlines.
Die casting lead times are often longer and more variable because the dies are exposed to molten metal, the tooling is more demanding, and trimming or machining operations may be needed after casting. For that reason, a careful injection molding vs die casting comparison should never stop at “tooling lead time.” Buyers should compare the full route: tool build, sampling, corrective actions, secondary operations, inspection, coating, packaging, and shipping.
MOQ logic also differs by process. Injection molding is practical from roughly 100 parts upward once tooling is justified, although some bridge programs can run lower. TEAM Rapid’s die casting capability is positioned well for roughly 50 to 10,000+ parts, which suits many industrial and commercial metal programs that need moderate volume without committing to massive annual releases. The smartest MOQ strategy depends on forecast confidence. If the design may still change, delay hard tooling where possible. If the product is stable and replenishment is predictable, investing earlier can reduce unit cost dramatically.
A good supplier-selection checklist for injection molding vs die casting should include:
- in-house DFM capability before tooling approval
- clear feedback on draft, wall thickness, ribs, gates, vents, slides, and ejection
- realistic tolerance planning and CMM inspection on critical dimensions
- finishing support such as painting, plating, polishing, pad printing, or laser engraving
- export-ready packaging, kitting, and shipment coordination
Based on our sourcing experience, manufacturers like TEAM Rapid are easier to work with when the project may evolve between rapid prototyping, tooling, production, and assembly. Their rapid prototyping lead time of 2 to 8 days is particularly useful when teams want to validate geometry or ergonomics before final process commitment. That early validation reduces the chance of making the wrong choice in the injection molding vs die casting decision.
Injection Molding vs Die Casting in Automotive, Medical, Consumer, and Industrial Applications
Injection molding vs die casting should always be evaluated by application, not just by process capability. The same part size can lead to very different decisions depending on whether the product sits under a vehicle hood, inside a handheld medical unit, on a retail shelf, or in an industrial control cabinet. Buyers who start from application requirements usually make better sourcing decisions than buyers who start from piece price.
In automotive programs, injection molding is often used for interior trim, bezels, clips, ducts, housings, and non-structural functional plastic parts where weight reduction and geometry complexity matter. Die casting is more common for brackets, motor housings, transmission-related covers, electronic enclosures, and parts that need heat dissipation or stronger fastening integrity. That is why the injection molding vs die casting decision shows up so often in EV and electronics-adjacent automotive projects. The same vehicle program may use both processes in different subassemblies.
Medical device programs follow a different logic. Injection molding is highly effective for enclosures, disposables, ergonomic hand-contact parts, clear plastic covers, and soft-touch overmolded features. Die casting becomes more attractive for internal support frames, shielding components, and metal housings where structural rigidity matters. TEAM Rapid’s experience across handheld devices and larger treatment-unit components is useful here because it combines plastic molding know-how with metal manufacturing and assembly planning.
Consumer and commercial products usually prioritize aesthetics, light weight, and low unit cost at scale, which often gives injection molding the edge. Industrial products, communication equipment, and electrical appliances more often keep die casting in play because metal housings can improve thermal performance, reduce vibration, and provide better electromagnetic shielding.
A useful way to think about injection molding vs die casting by sector is:
- automotive: choose based on load, temperature, and thermal management
- medical: choose based on cleanability, ergonomics, weight, and regulatory design control
- consumer: choose based on cosmetics, cost, and assembly efficiency
- industrial and communication: choose based on strength, shielding, and service environment
TEAM Rapid’s 6,000+ delivered projects across automotive, medical devices, consumer products, industrial design, communication products, office equipment, electrical appliances, and sanitary products show why cross-industry experience matters. A supplier familiar with multiple sectors can usually spot when a plastic solution is being over-engineered or when a die cast design is carrying unnecessary weight and machining cost. For mobility and equipment-related programs, many engineers also align design decisions with SAE engineering guidance, especially when vibration, thermal performance, or mechanical durability are central to the application.
Injection Molding vs Die Casting Customization, OEM Programs, and Production Scaling
Injection molding vs die casting becomes even more important when a product is customized for different regions, brands, or performance tiers. OEM and private-label programs rarely stay static. They may need logo changes, color variants, modified textures, new inserts, different threaded features, or additional assembly operations. The best manufacturing route is often the one that supports scaling without creating excessive engineering churn.
Injection molding is very strong for customization because it can integrate functional and cosmetic details directly into the part. Overmolding, insert molding, molded threads, clear windows, color matching, pad printing, and laser engraving all help reduce downstream assembly steps. TEAM Rapid’s injection molding capabilities are particularly useful in these scenarios because they cover insert molding, overmolding, clear plastic molding with optical-grade finishes, silicone rubber molding, and surface options such as SPI, VDI, EDM texture, painting, plating, pad printing, and laser engraving.
Die casting is equally relevant in OEM programs where the product must look and feel like metal or where structure and heat performance are non-negotiable. Cast aluminum housings for controllers, lamp bodies, equipment covers, or motor-related parts can later be machined, coated, painted, or plated for brand-specific appearance. In those programs, the injection molding vs die casting choice is often driven by what can be integrated into the tool versus what must remain as a secondary operation.
A common scaling path we see in B2B manufacturing looks like this:
- validate geometry with fast prototypes or short-run parts
- optimize DFM for the final production process
- release bridge quantities to confirm assembly, packaging, and field performance
- scale to recurring production with stable tooling and inspection plans
That path is easier to manage when rapid validation is available upfront. Suppliers such as TEAM Rapid can support rapid prototyping services, then transition into tooling, production, assembly, packaging, and direct shipping without forcing the buyer to rebuild the supply chain. That continuity is valuable in injection molding vs die casting projects because customization almost always affects more than the part itself. It also changes packaging, labeling, procurement timing, and replenishment planning.
For OEM teams, the right supplier should be able to answer practical customization questions early: can the logo be molded in instead of printed, can the metal bracket be cast closer to net shape, can a soft-touch area be overmolded instead of assembled, and can multiple components be kitted together for final delivery? Those answers have a direct impact on cost and launch speed.
Sourcing Injection Molding vs Die Casting From China With Quality Control and Logistics
Injection molding vs die casting sourcing from China works best when the buyer treats supplier selection as a technical review, not only a commercial negotiation. China remains highly competitive because it combines toolmaking depth, material availability, flexible capacity, and strong export execution. But good results depend on RFQ quality, DFM discipline, and how thoroughly the supplier manages inspection and packaging.
Based on our sourcing experience, suppliers such as TEAM Rapid stand out because they combine in-house machining, tooling manufacturing, molding capability, die casting resources, finishing, assembly, packaging, and direct shipping. At TEAM Rapid’s Zhongshan factory in Guangdong, engineers typically review drawings with manufacturability in mind before committing to tooling. That matters in the injection molding vs die casting decision because a quoting error on draft, parting line, wall thickness, or post-process machining can become expensive very quickly after tool steel is cut.
Buyers should prepare different RFQ packages for the two processes. Injection molding RFQs need resin grade, color, surface finish, annual volume, cosmetic requirements, assembly notes, and any insert- or overmolding details. Die casting RFQs need alloy preference, mechanical expectations, critical machined areas, coating requirements, leakage or porosity concerns, and downstream joining methods. If those details are missing, pricing is rarely comparable from supplier to supplier.
| China sourcing checkpoint for injection molding vs die casting | What to verify | Why it matters |
|---|---|---|
| DFM review | Draft, wall thickness, ribs, undercuts, parting lines, gate or overflow strategy | Prevents tool rework and launch delays |
| Material alignment | Exact resin or alloy grade, color, flame rating, mechanical expectation | Avoids performance mismatches |
| Tolerance plan | Critical dimensions, datum scheme, CMM method, sampling plan | Keeps inspection cost aligned with function |
| Tooling route | MUD insert, aluminum prototype mold, P20/NAK80/S136 mold, or production die | Matches budget to program life |
| Finishing plan | Texture, painting, plating, machining, deburring, marking | Prevents cosmetic disputes |
| Logistics setup | Packing method, labels, kitting, poly bagging, clamshell, direct shipping | Reduces transit damage and receiving delays |
Quality control should be treated as part of sourcing, not as a separate afterthought. TEAM Rapid is ISO 9001:2015 certified and supports full inspection and specification compliance, which is especially helpful for overseas buyers who need confidence before shipment. When evaluating suppliers, many purchasing teams benchmark process discipline against the ISO 9001 quality management standard. For parts with critical dimensions, buyers should also confirm CMM inspection capability, first-article reporting, and whether master samples will be retained for finish approval.
The logistics side of injection molding vs die casting matters too. Molded cosmetic parts need surface-safe packaging. Die cast parts may need rust protection after machining or plating protection during export. If the project includes assembly or contract packaging, it is more efficient to confirm those requirements before the first production lot. That is why many buyers prefer a one-stop partner that can handle procurement support, limited warehousing, direct shipping, and packaged kits rather than sending semi-finished parts through multiple vendors. When the project is ready for review, the most efficient next step is to request a free quote with full drawings, forecasts, finish notes, and shipping targets attached.
Why Choose TEAM Rapid for Injection Molding vs Die Casting Projects
Injection molding vs die casting projects run more smoothly when the supplier can support both processes with realistic engineering advice instead of pushing one process by default. That is where TEAM Rapid has a practical advantage. It is a one-stop rapid manufacturing partner in China serving innovators, product designers, engineers, startups, and established global companies from early prototyping through low-volume and volume production.
The reason buyers shortlist TEAM Rapid is not only price. It is the combination of responsiveness, technical range, and manufacturing continuity. TEAM Rapid supports CNC machining, rapid tooling, injection molding, die casting, sheet metal fabrication, finishing, assembly, packaging, procurement support, and direct shipping. That means a project can start as a prototype, move through DFM refinement, and scale into recurring production without losing design intent between suppliers.
For the injection molding vs die casting decision, the company’s strengths are especially relevant:
- quick response within a few hours through one-to-one engineering support
- rapid prototyping in 2 to 8 days and injection tooling plus first articles in 5 to 25 days
- injection molding capability from 100 to 100,000+ parts with ABS, PC, PP, PA, POM, PEEK, TPU, TPE, and silicone
- die casting capability in aluminum and zinc with polishing, coating, painting, and plating
- ISO 9001:2015 quality management and full inspection support
- competitive pricing that is often around 40% lower than Europe and America
In short, TEAM Rapid is a strong choice when the buyer wants honest process guidance, not just a quote. That matters because the right answer in injection molding vs die casting is often a business decision built on engineering facts.
Injection Molding vs Die Casting FAQ
Which is cheaper in injection molding vs die casting for production parts?
In most production scenarios, injection molding vs die casting is cheaper on a per-part basis when the part can remain plastic and annual demand is high enough to justify tooling. Standard resins such as ABS, PP, and PC generally cost less than aluminum or zinc alloys, and molded parts often need fewer secondary operations than metal castings. Die casting becomes economically attractive when the part must be metal for strength, heat transfer, or shielding and when the volume is high enough to spread die cost across many units. The right answer depends on more than unit price alone. Buyers should compare tooling, machining, finishing, packaging, and expected revision frequency before deciding.
How should I choose injection molding vs die casting for part performance?
The best way to choose injection molding vs die casting for performance is to start with the functional requirement, not the preferred process. If the part needs electrical insulation, transparent or colored surfaces, living hinges, soft-touch areas, snap-fits, or lower weight, injection molding is usually the better route. If the part needs metal stiffness, heat dissipation, threaded strength, EMI shielding, or better dimensional stability under load, die casting is usually the stronger choice. At TEAM Rapid, engineers typically review these requirements during DFM so the process is selected based on real-use conditions rather than assumptions from an earlier prototype.
What tooling costs are typical in injection molding vs die casting?
Tooling cost in injection molding vs die casting varies widely with part size, complexity, cavity count, texture, slides, and production life. Injection molds for simple prototype plastic parts may begin in the low-thousands of USD, while hardened production molds can rise into five figures. Die casting tools are often more expensive because they must withstand molten metal, high pressure, trimming requirements, and more demanding thermal conditions. Buyers should also account for modification cost after sampling. If the design is still changing, it is usually wiser to keep the tool strategy conservative rather than overbuilding too early.
How do lead times compare in injection molding vs die casting?
Lead time is one of the clearest differences in injection molding vs die casting. Plastic tooling can be quite fast when geometry is molding-friendly and the mold design is straightforward. TEAM Rapid, for example, can often deliver injection tooling plus first articles in 5 to 25 days, with aluminum prototype molds in roughly 5 to 15 days for suitable projects. Die casting timelines are more variable because the dies are more demanding and downstream trimming, machining, and coating may add time. Buyers should review the total project timeline, not only the initial die or mold build.
What tolerances are realistic in injection molding vs die casting?
Realistic tolerances in injection molding vs die casting depend on feature size, material behavior, and whether secondary machining is planned. Injection molding commonly achieves around +/-0.05 mm on well-controlled plastic features, although shrink behavior and part geometry always matter. Die casting often lands around +/-0.10 mm to +/-0.20 mm before machining, with tighter results possible on critical features after drilling, tapping, reaming, or milling. The most cost-effective approach is to tighten only the dimensions that affect function, sealing, assembly, or safety. Over-tolerancing every feature raises tool complexity, scrap risk, and inspection cost.
Can one supplier manage injection molding vs die casting, finishing, and assembly together?
Yes, and that is often the safest way to manage an injection molding vs die casting program when the product includes multiple processes or export packaging requirements. A supplier that handles tooling, production, finishing, assembly, and shipping can reduce drawing misinterpretation, inconsistent cosmetics, and schedule gaps between vendors. TEAM Rapid is a good example because it combines injection molding, die casting, CNC machining, finishing, assembly, packaging, procurement support, and direct shipping. For buyers, that means fewer handoffs and better accountability from first sample to repeat production.
Content reviewed and updated: June 2026